/https%3A%2F%2Fprofilepics.canalblog.com%2Fprofilepics%2F1%2F0%2F103255.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F59%2F98%2F123286%2F30454744_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F02%2F64%2F123286%2F27890421_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F42%2F94%2F123286%2F24684751_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F10%2F40%2F123286%2F17602770_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F37%2F76%2F123286%2F15308274_o.jpg)
Fraiseuse Gambin 11m




Le voyage est bien préparé , j'ai chargé tout le nécessaire pour démonter la machine et la charger

sur place il y avait un chariot élévateur à ma disposition , il faut dire que j'ai été accueilli comme un prince , on m'a donné les clés de l'usine et on m'a laissé le temps que je voulait pour faire ma tambouille .


je commence par la vidange des fluides

le lardon de la console est maintenu par 5 vis XZN , alors j'achète un jeu de douilles spéciales et en arrivant je constate que ce sont des BTR , c'est pas grave mais c'est un peu plus difficile car on manque de place et en 6 pans on a moins de possibilité de pas qu'avec les 12 pans des XZN


le moteur est fixé par 4 vis




au final j'ai repris les manœuvres avec la chèvre car j'ai plus l'habitude et c'est avec cela pue je vais la décharger alors autant réviser maintenant .



les élingues passent sous la table sans toucher la vis pour ne pas la tordre .


tout s'est bien passé sauf que j'ai oublié de démonter le raccord du tube d'arrivée d'huile de la vis de montée et je l'ai cassé en levant , je suis bon pour en commander un nouveau .

je ne sais pas combien ça pèse mais je peut dire que c'est pas léger

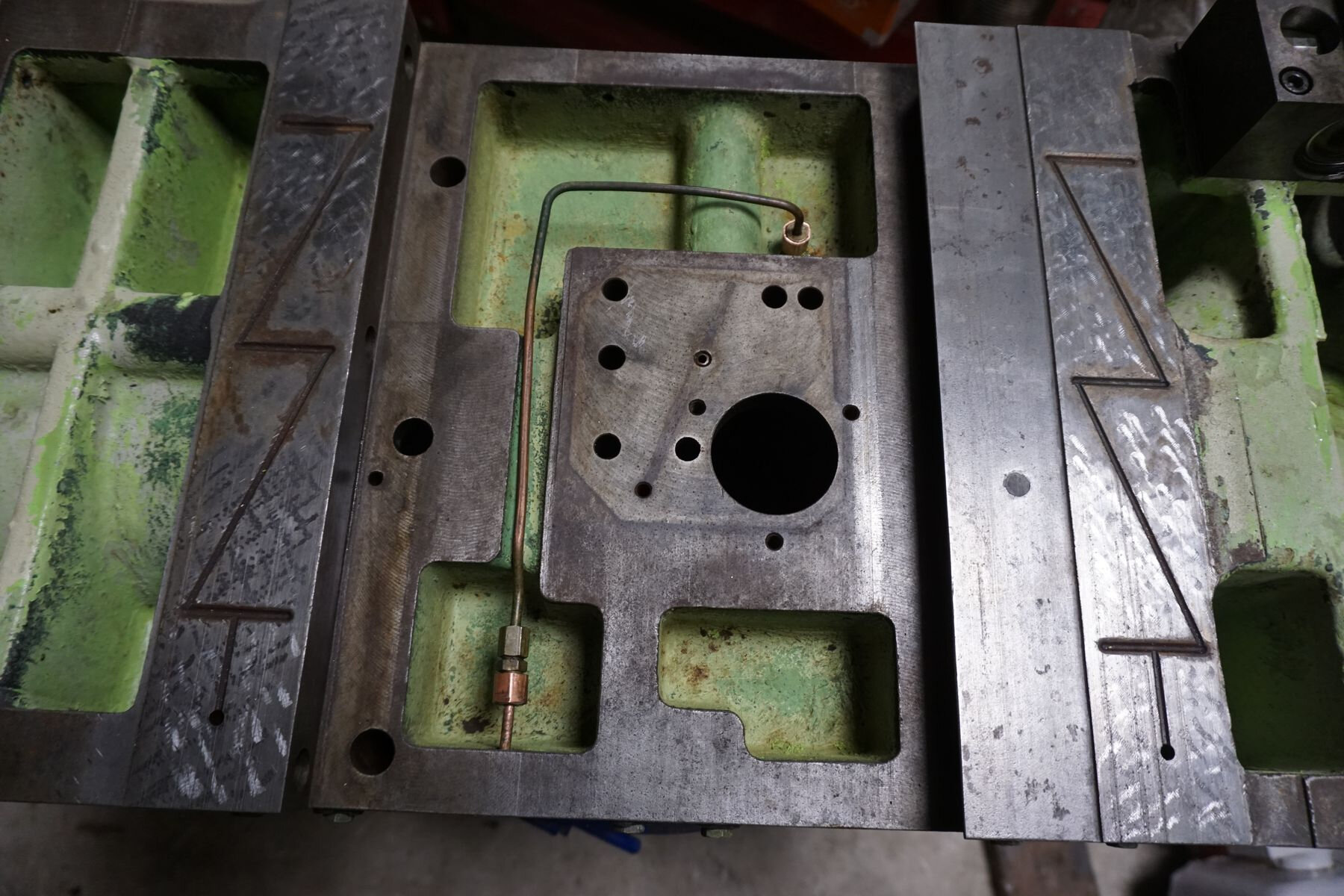
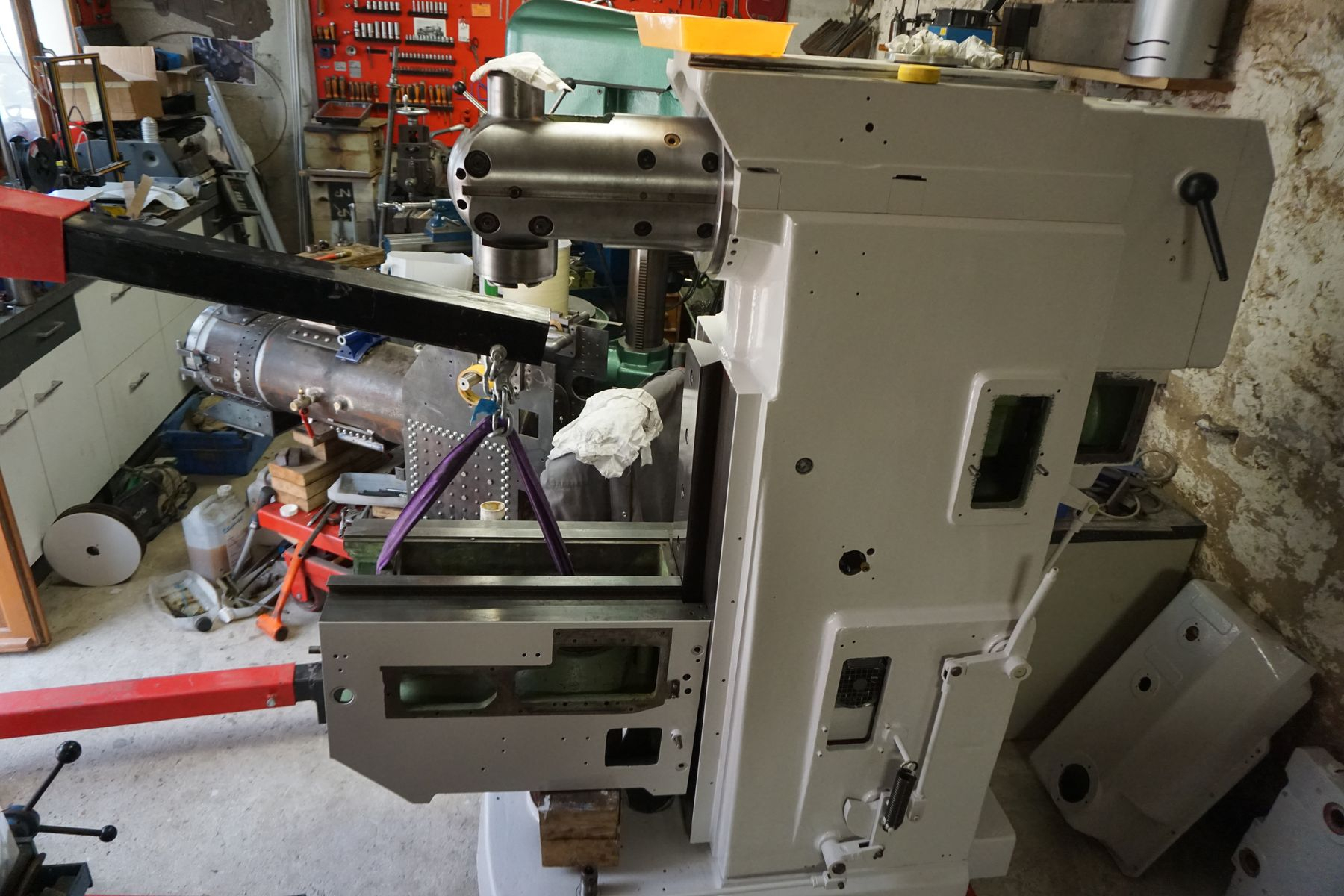
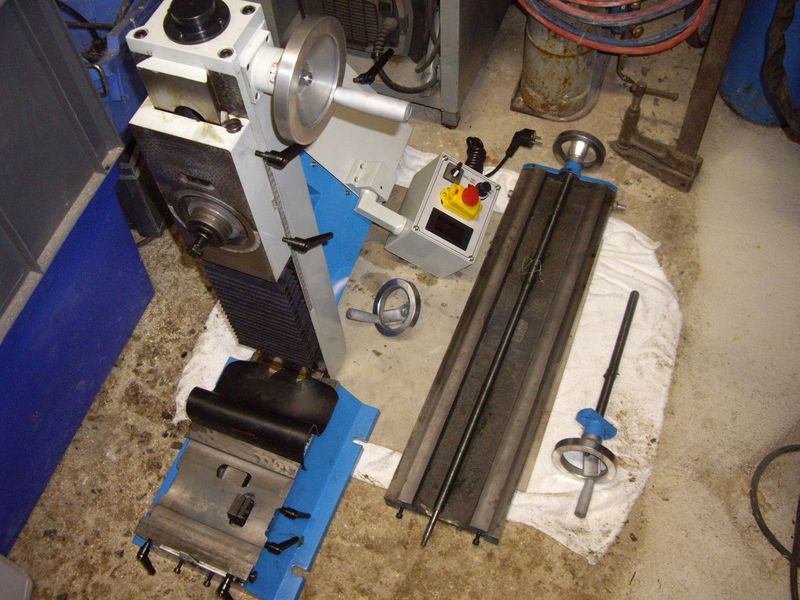
le bâti est bien nu sans sa console





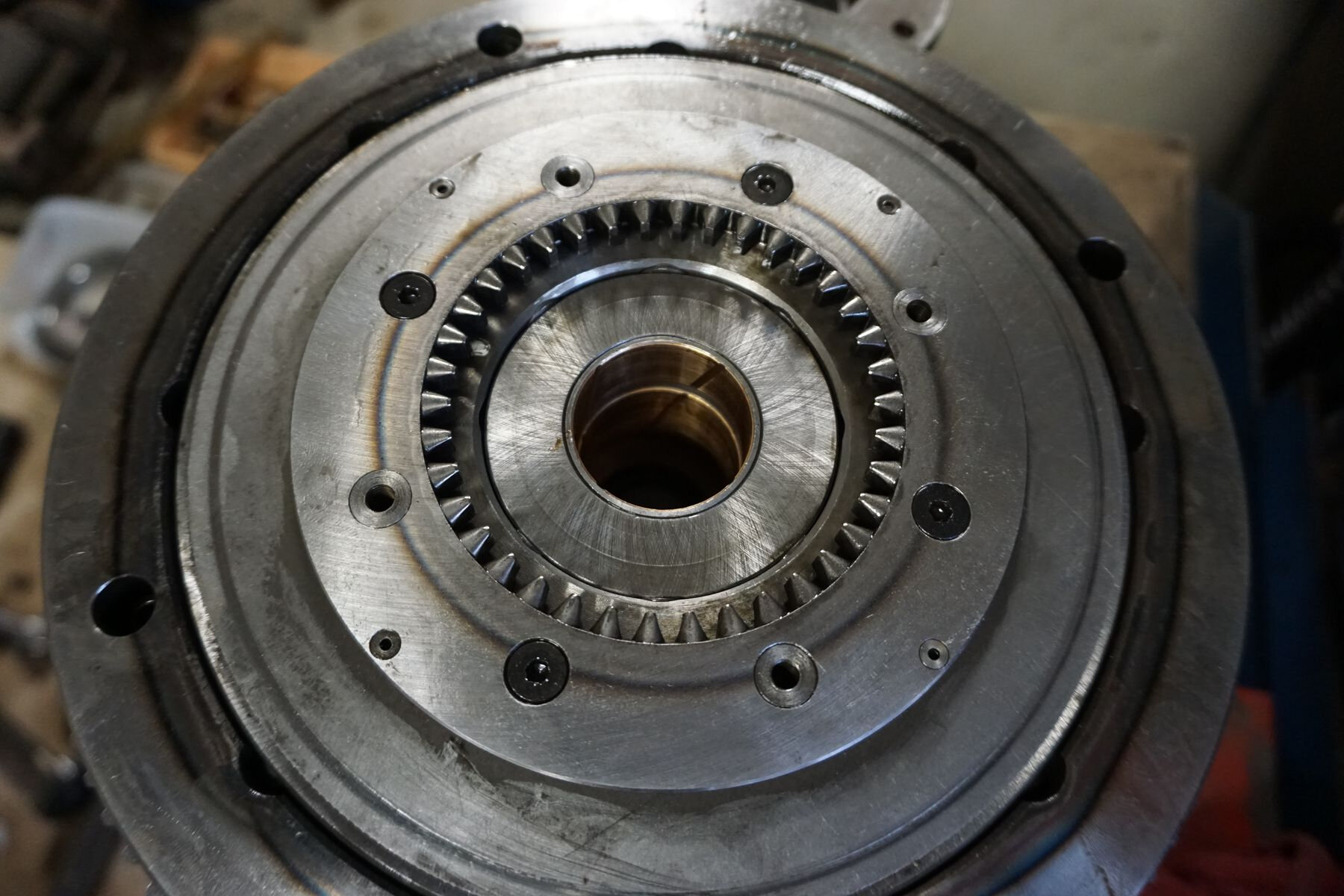
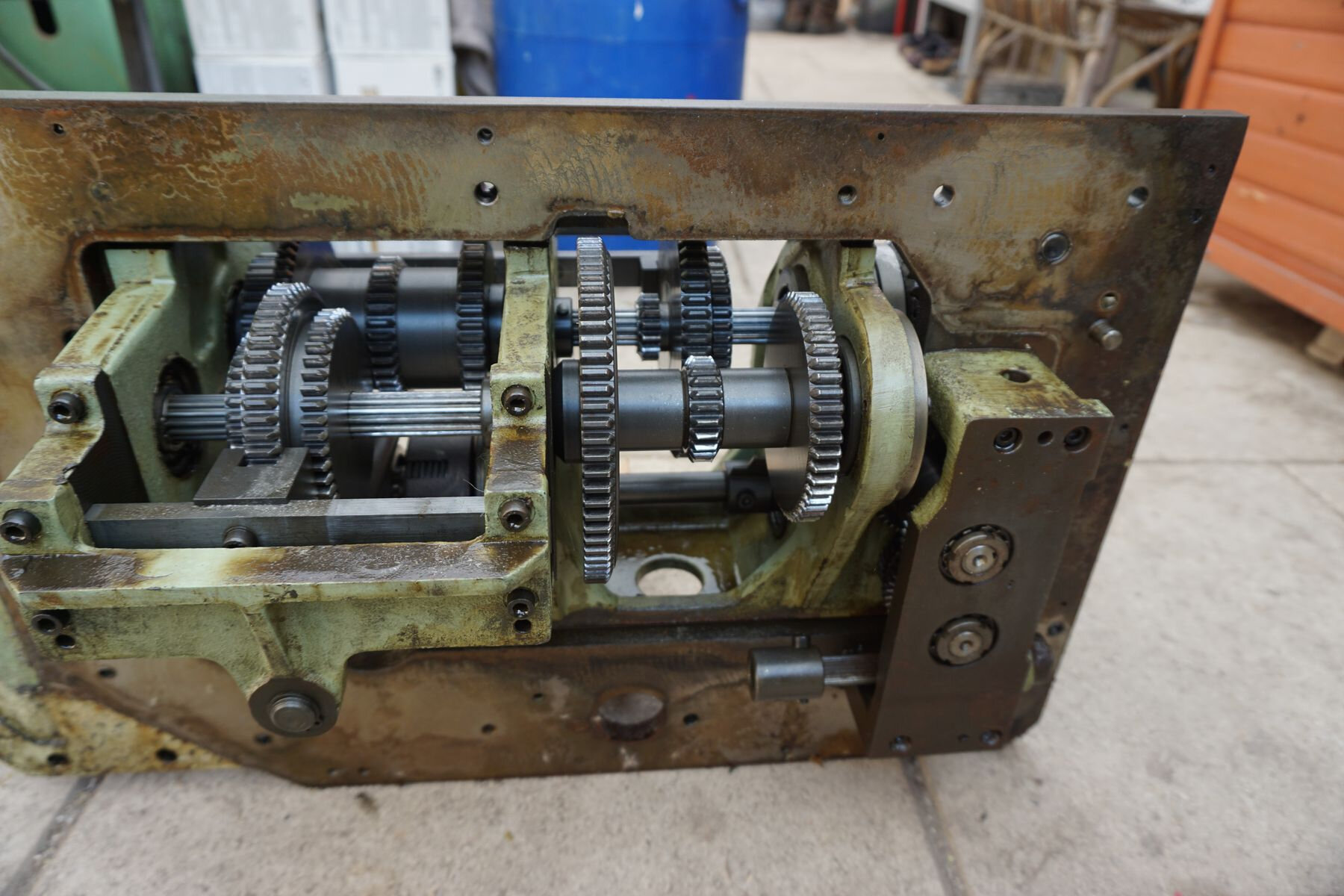
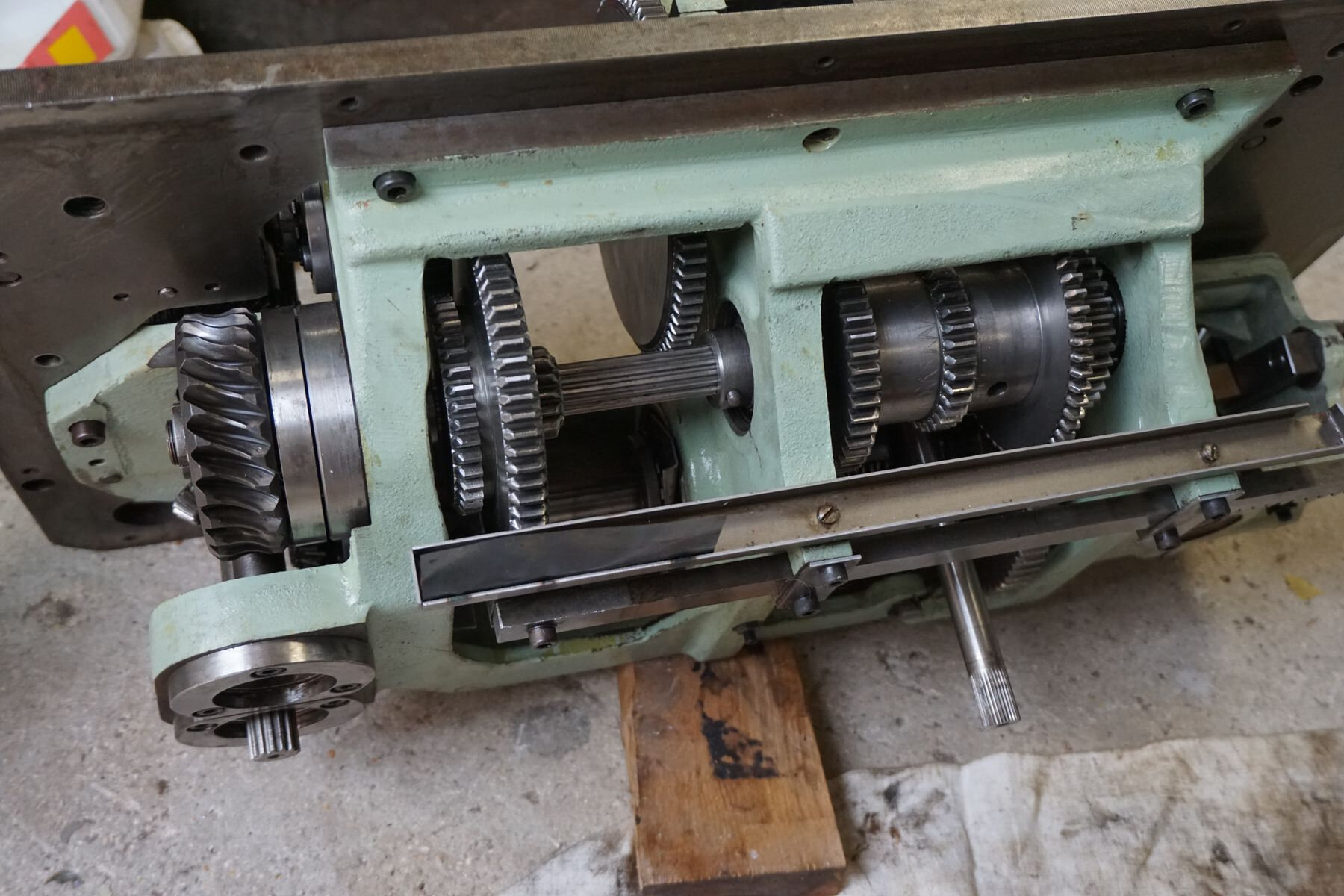
je continue à retirer du poids en démontant la boite de vitesse


comme tout se démonte facilement on ne peut plus m'arrêter , je suis comme un gamin avec une boite de mécano.



ça y est elle perd la tête

c'est bon je m'arrête là , le camion à son compte et il est temps de partir , il y a encore 6 heures de route.

tout est bien sanglé en prévision d'un coup de frein imprévu

en arrivant à la maison je test la visu pour voir si elle fonctionne bien , je suis content c'est une Newall étanche , le top

le lendemain il fait jour , le camion est plein comme un œuf





le déchargement est plus cool que le démontage , j'ai deux jours avant d'y retourner .






le lundi je suis de retour pour aller chercher ce qui reste de la machine , enfin pas grand chose




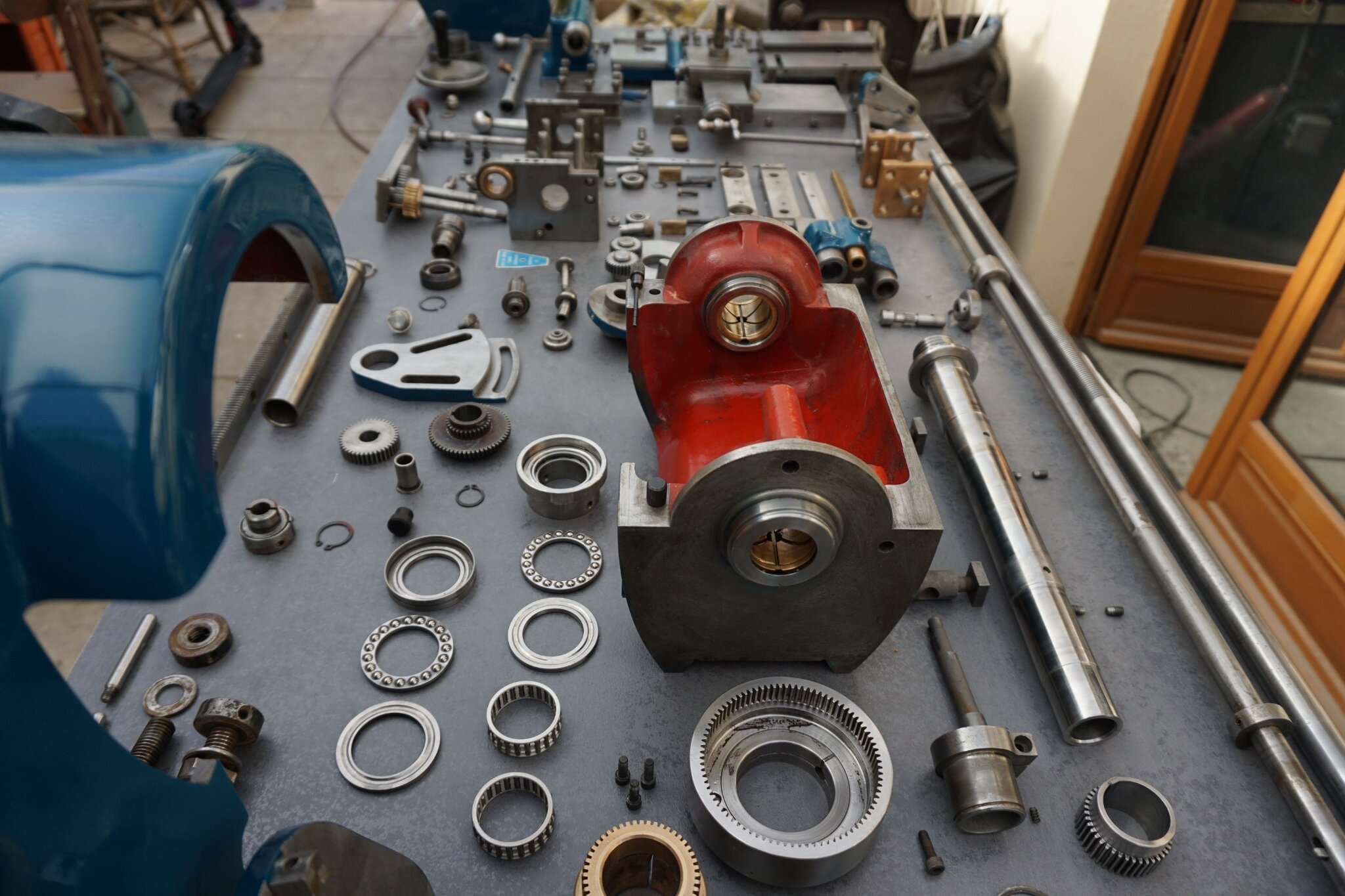
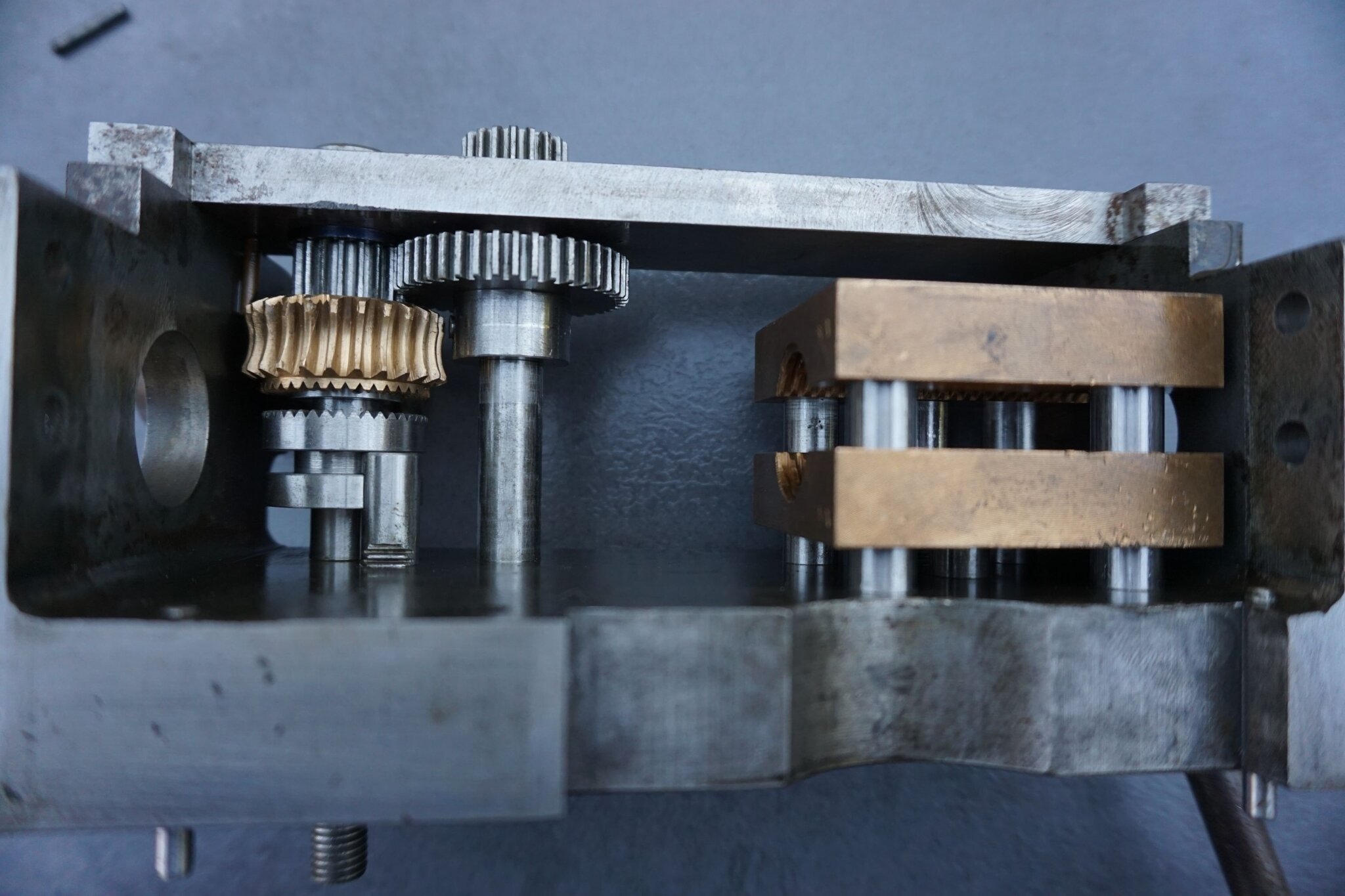
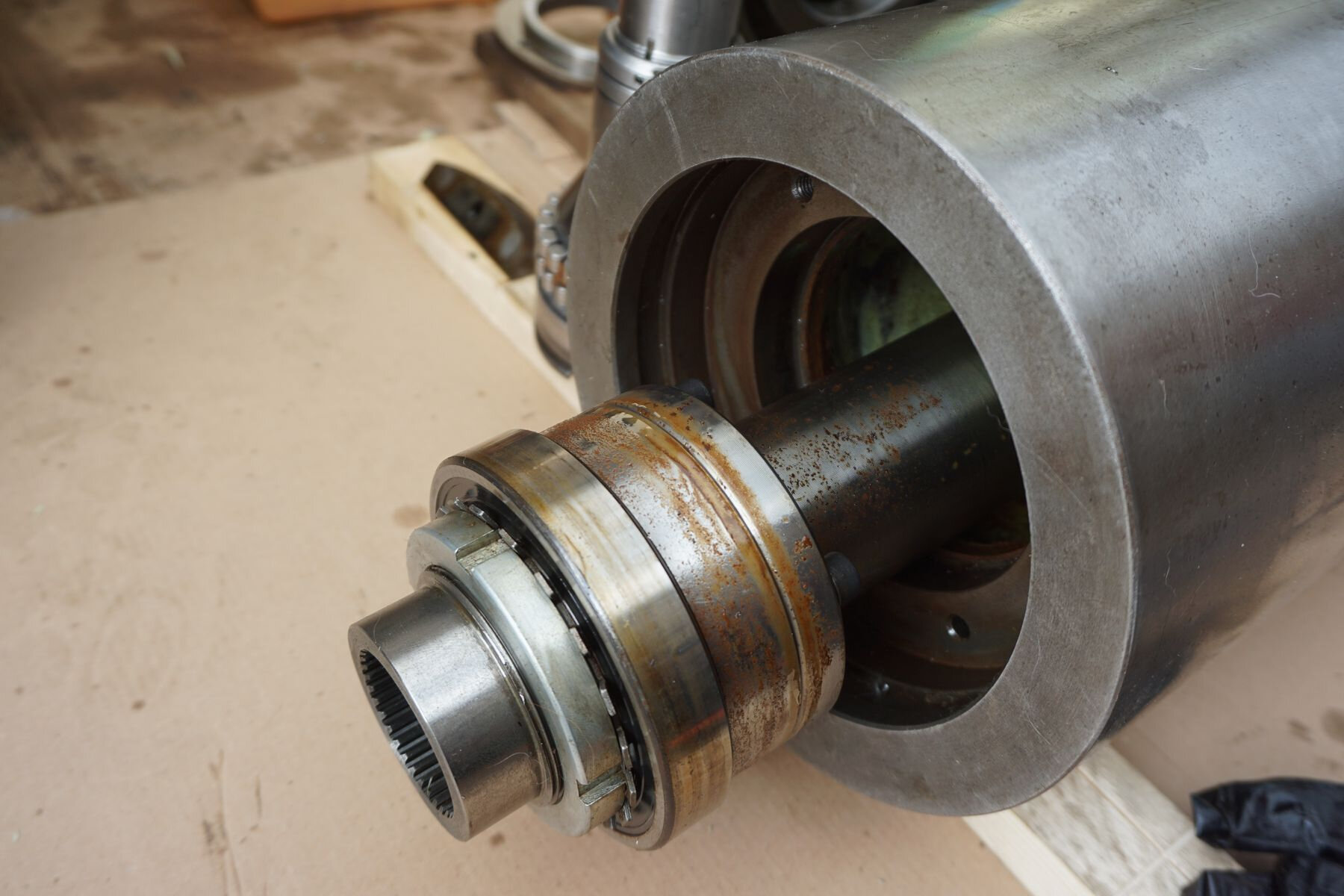
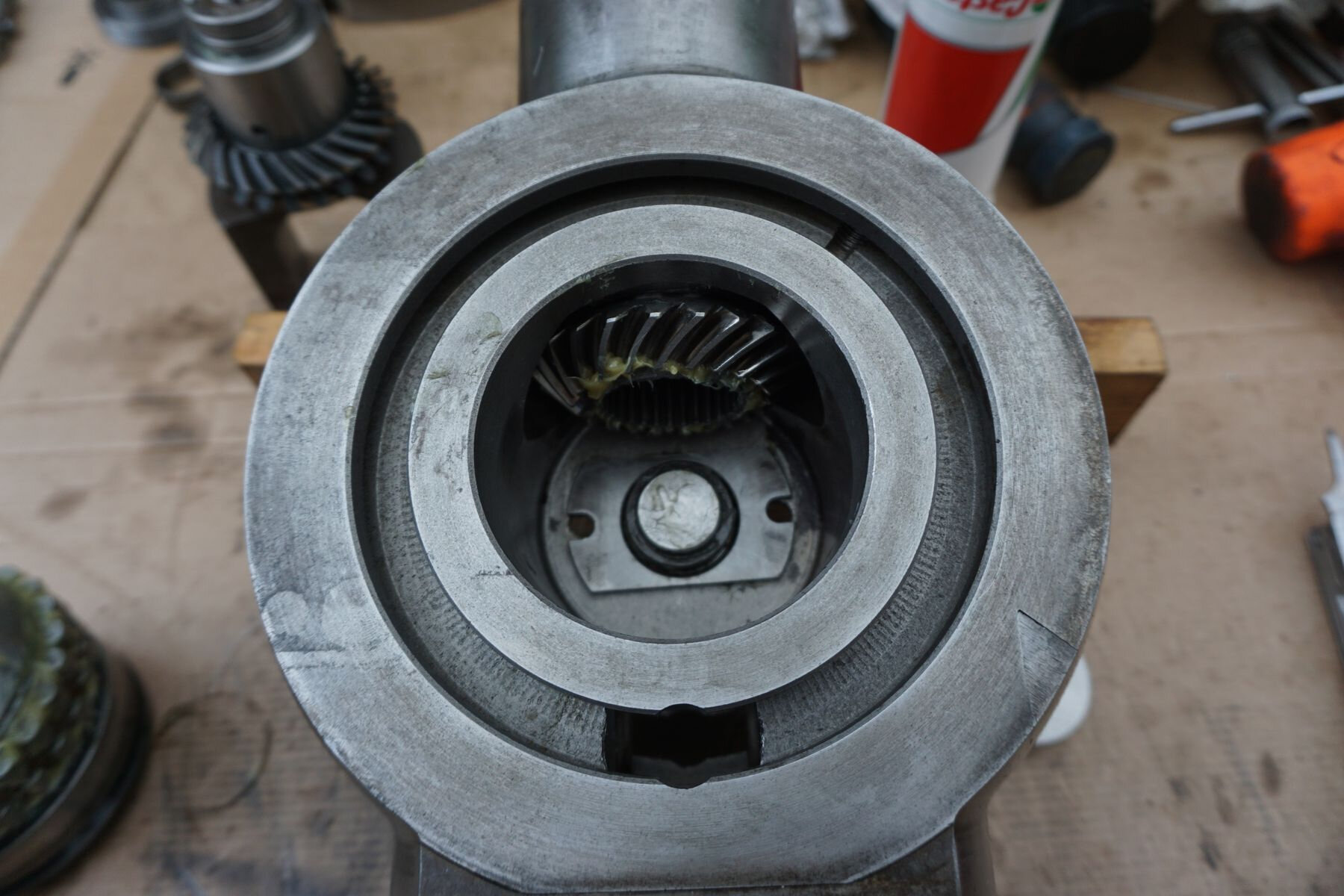
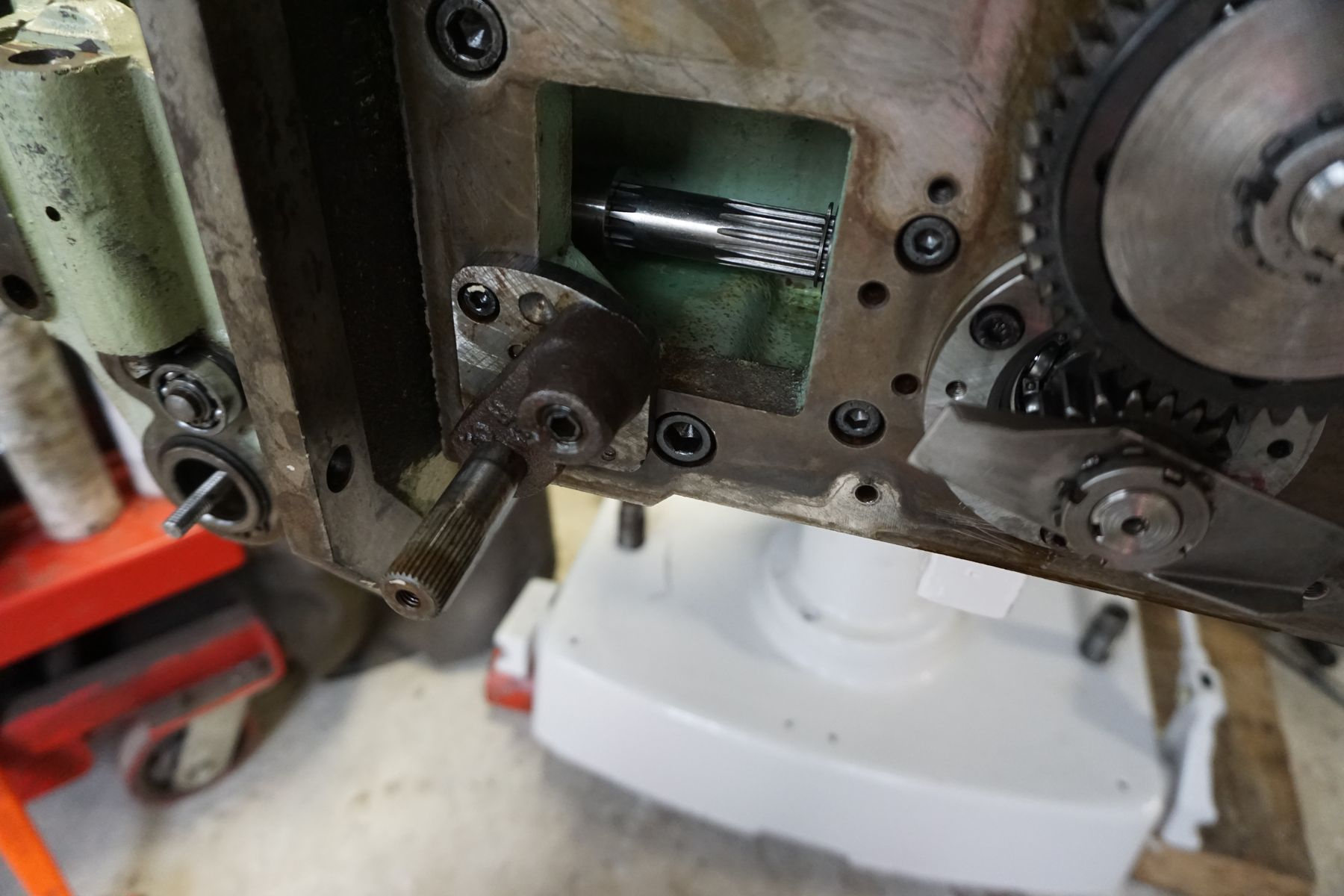
pour continuer à retirer du poids je démonte la boite de vitesse de broche



maintenant le bâti est vide

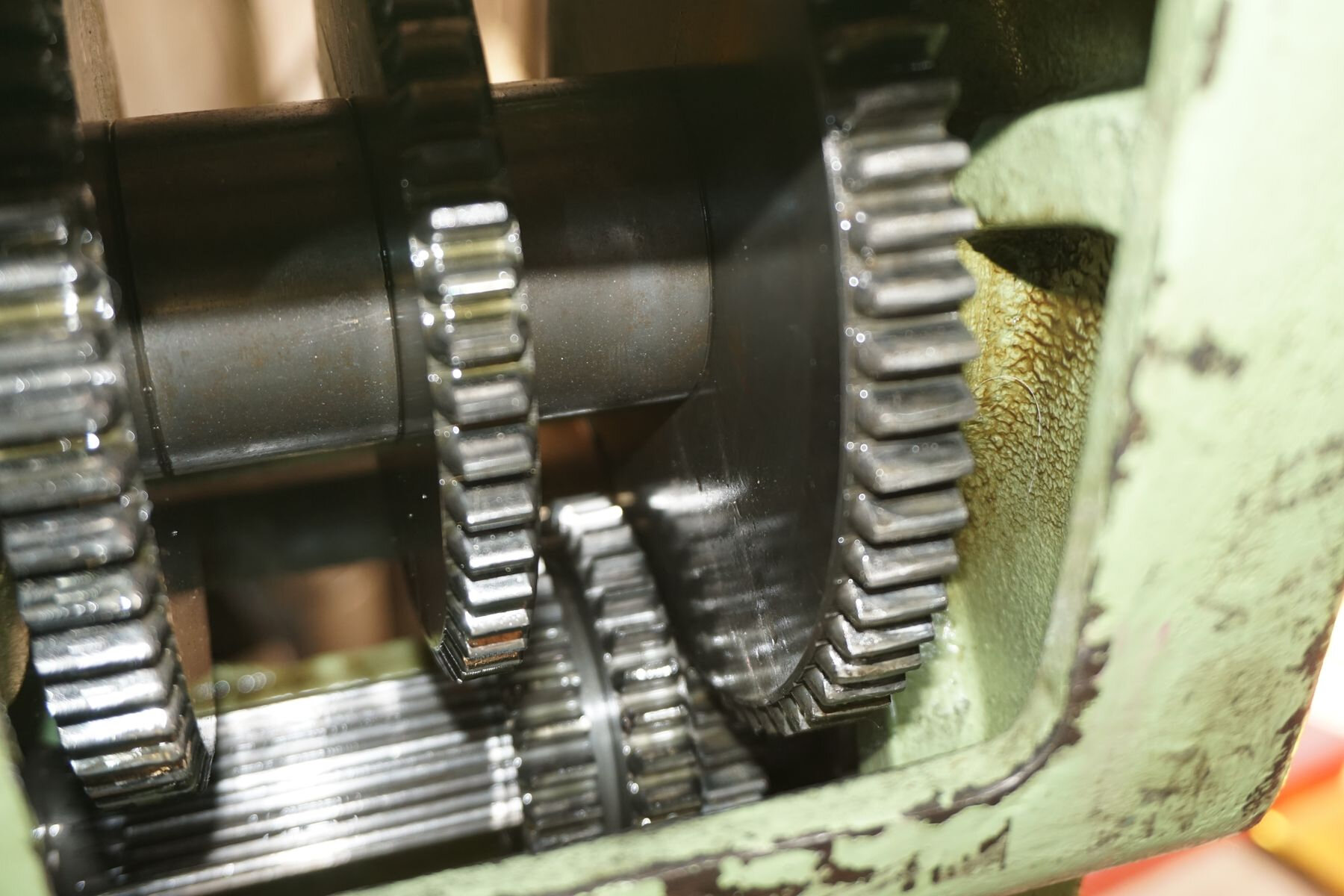
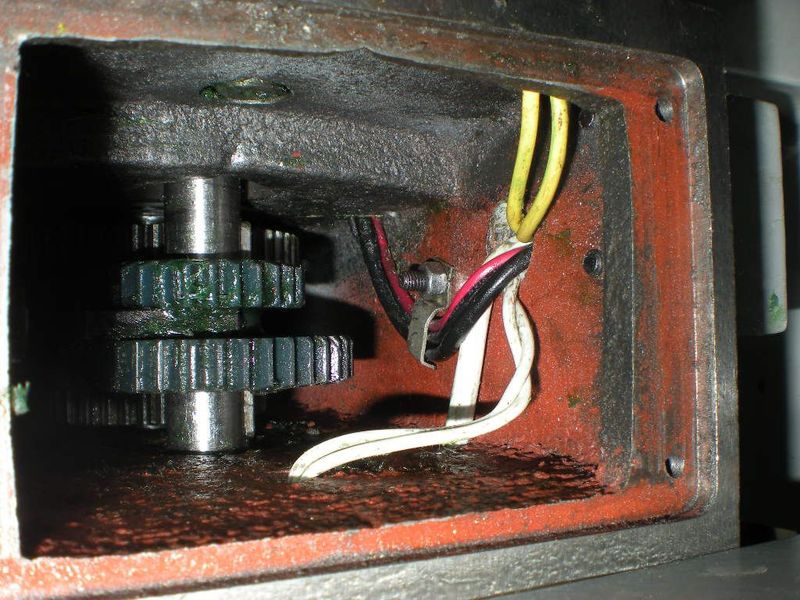
enfin presque , quand je passe un coup de chiffon au fond de la cavité de boite de vitesse je trouve deux dents de pignon , et là c'est l'effroi , je me précipite sur la pignonnerie pour inspecter toutes les dents et elles sont toutes présentes , ouf , il y a du avoir une casse un jour et le pignon à été changé.

j'ai fait un quai pour sortir le bâti du camion



maintenant je peut la soulever avec le portique et la descendre au sol




ça y est elle est posée , j'ai eu quelques frayeurs avec mon palan de 3T made in china fait en merdoflex forgé qui descendait 2 cm par 2 cm , c'est fini pour lui il finira à la ferraille et j'en trouverai un autres de bonne qualité , faut pas plaisanter avec la sécurité.
comme d'habitude les machines avancent doucement vers l'atelier sur des rouleaux


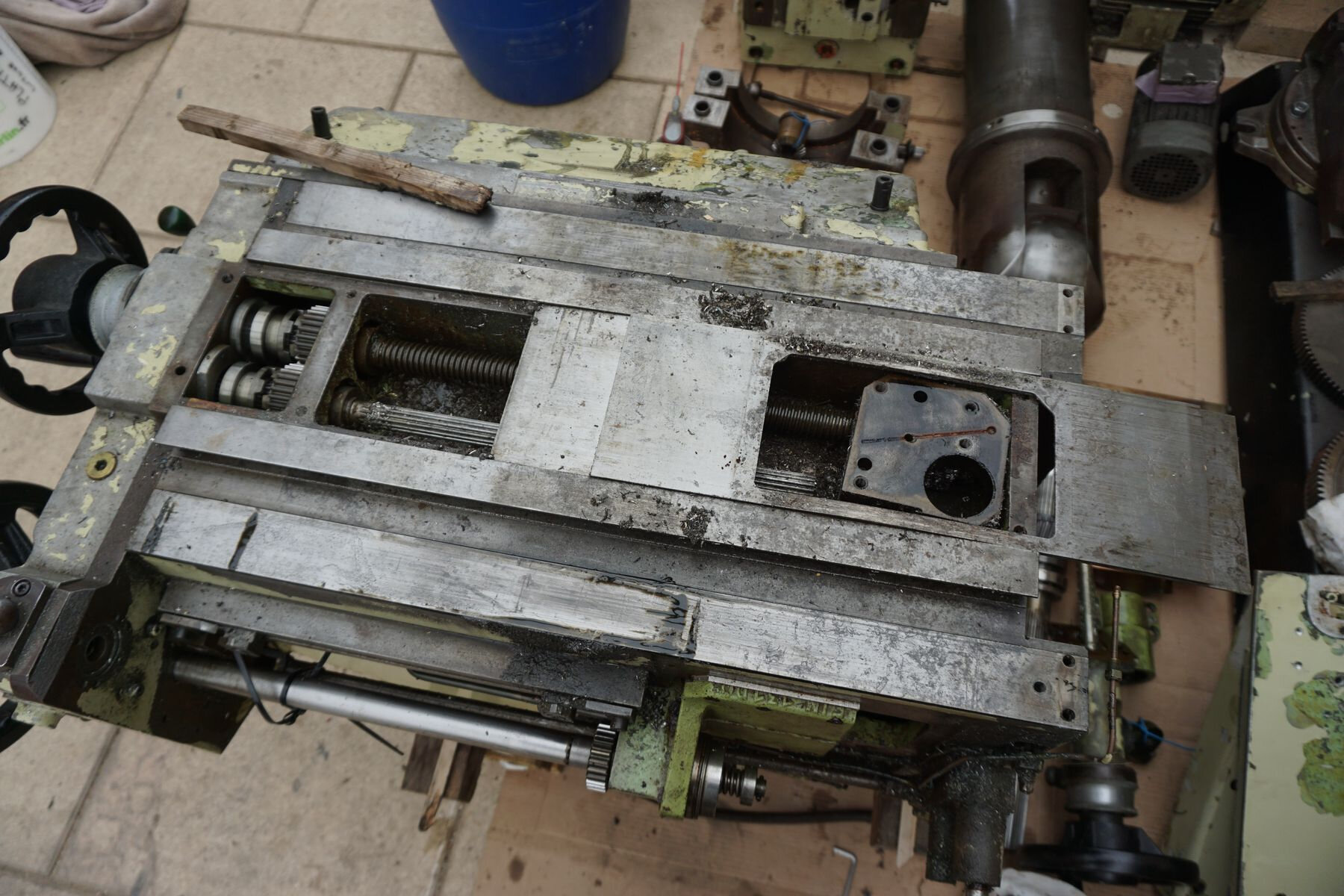
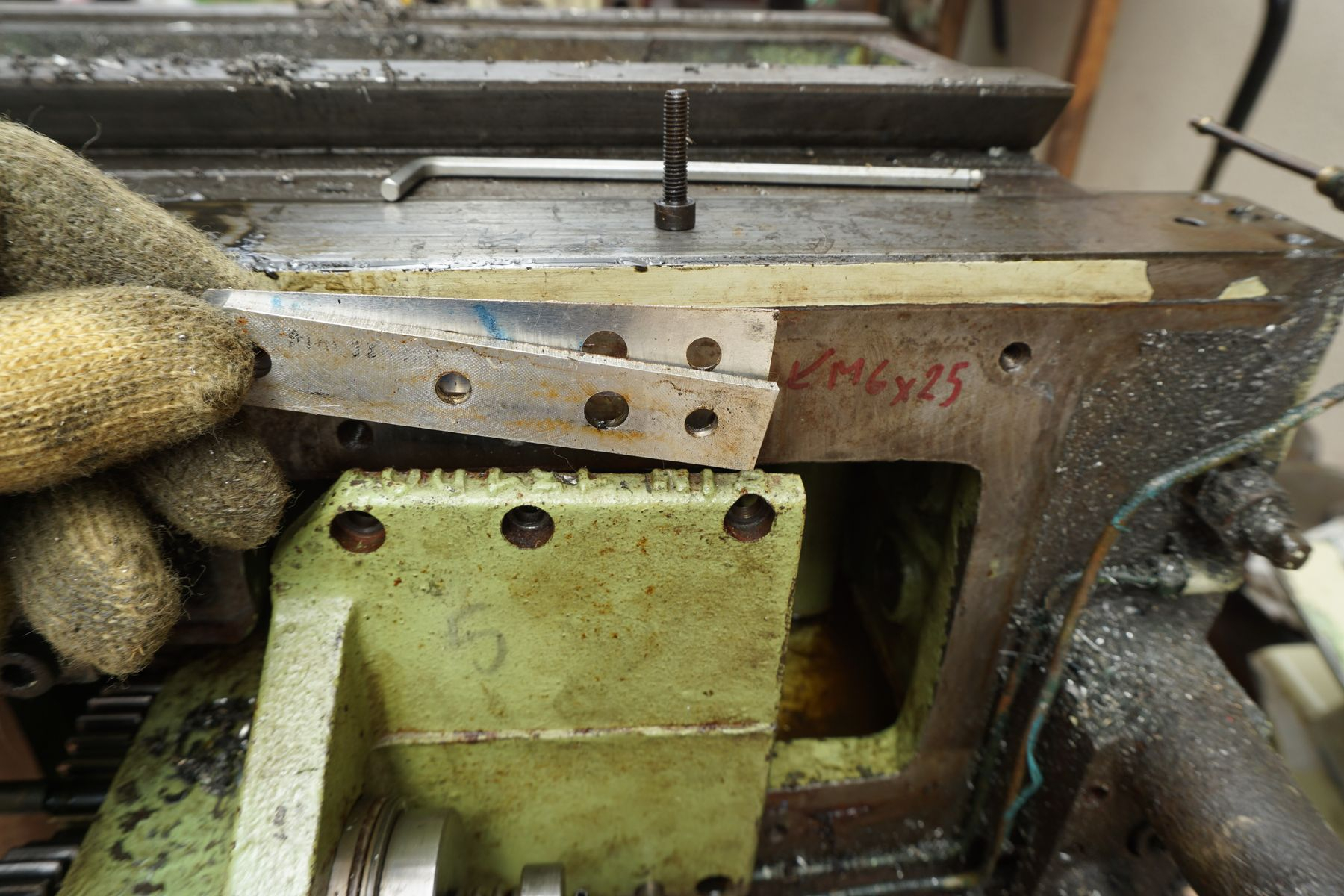
la table se démonte facilement une fois le lardon retiré et les paliers de vis d'avance



bonne nouvelle quand on ouvre tout ça , c'est de la bonne huile partout et pas un tas de rouille , cette machine était employée dans un atelier de mécanique de précision et visiblement les vidanges étaient suivi.













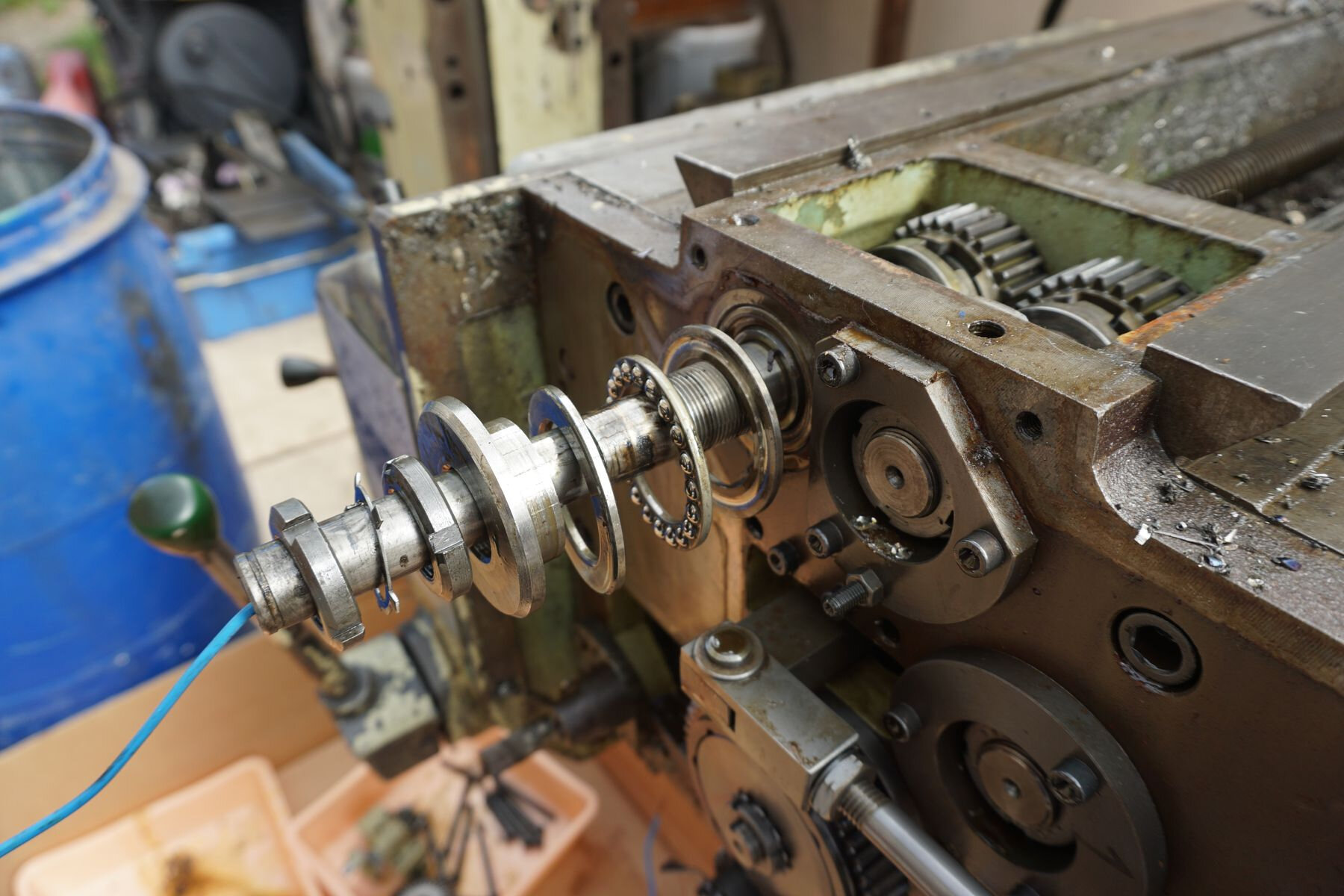
ici c'est moins drôle , le conduit de graissage de la noix du transversal est bouché , du coup la vis n'a pas été bien lubrifié et elle est sévèrement usée , c'est une maladie courante sur les Gambin , quand on le sait on est pas trop surpris de la chose .


















































































































































































































je suis passé chez le ferrailleur et il y avait une 2m dans un triste état , j'ai quand même récupéré la pompe hydraulique au cas où , c'est la même que la 11m . Couché sur le flanc c'est l'occasion de voir le dessous.

en fait j'allais chez le ferrailleur pour ce rond de 190mm de 550kg , j'ai préféré bouger la scie elle est moins lourde.
c'est un arbre de machine ex-URSS , il y a même un poinçon avec la faucille et le marteau

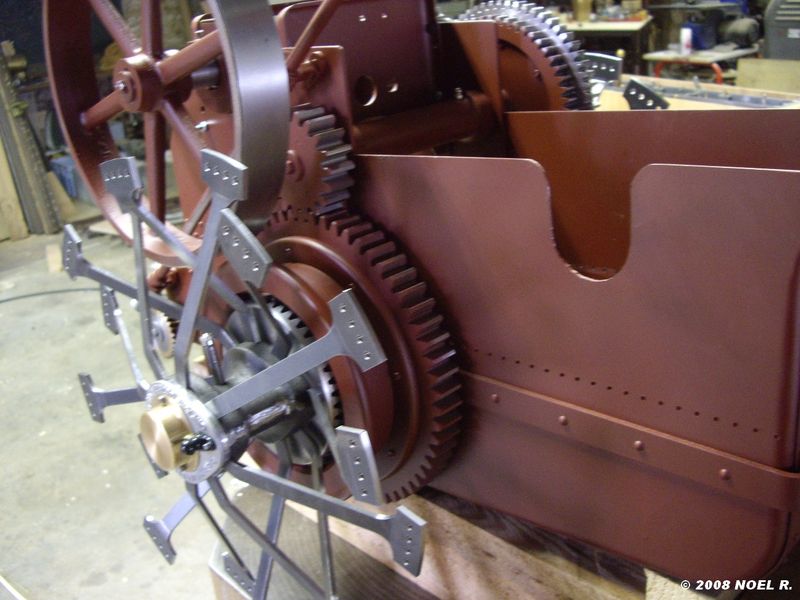
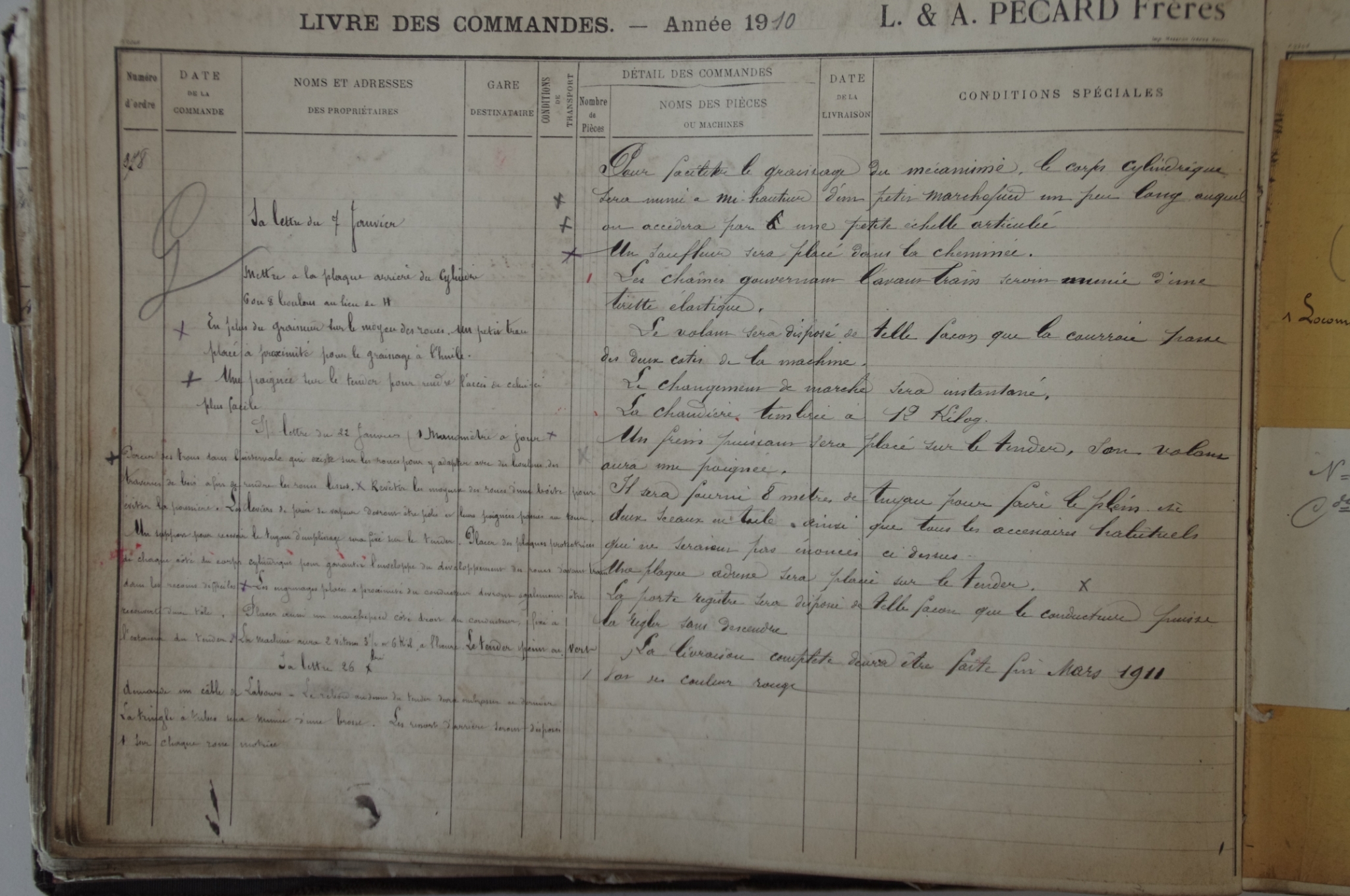
c'est pour faire les moyeux des roues arrière de la Pécard.

la récréation est terminée on reprend le décapage de la peinture







































allez , un peu de copeaux pour changer , c'est un moyeu de roue de Pécard.
































































































































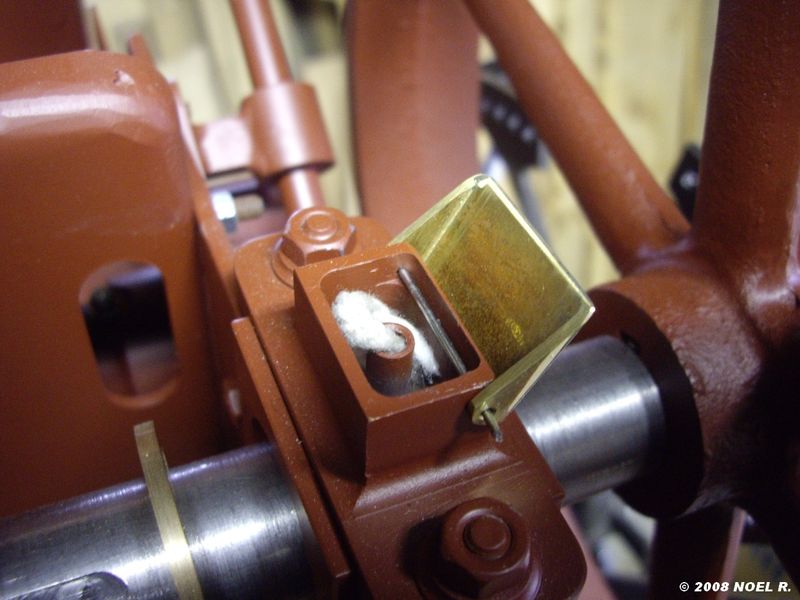
ce point est censé être lubrifié à l'huile et il est rempli de graisse ,

donc j'ai bouché le premier trou avec un caoutchouc serré par un collier et j'ai poussé la graisse avec la pompe à huile.

vérification et nettoyage du filtre de la pompe hydraulique














chauffage du palier sur la plaque à induction pour le montage des roulements









j'ai refait ce doigt d'arrêt car il était manquant








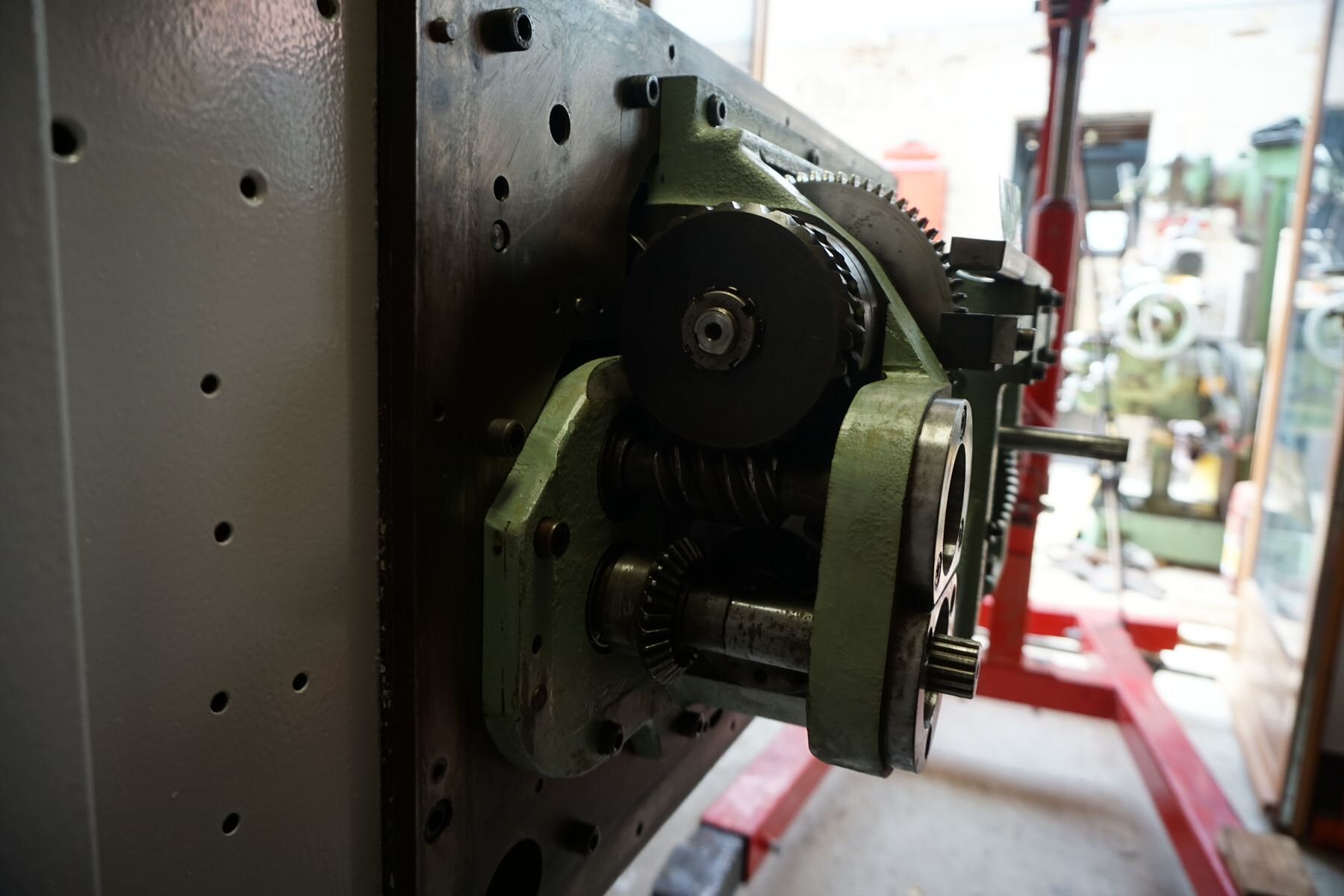
L'arbre primaire est repris au niveau de la portée de poulie car il y a un sacré jeu , il y avait déjà une réparation et là on recommence , peut être un point faible sur cette machine ?




je retire 1mm pour pouvoir recharger en soudure

les parties sensibles sont protégées





















































certains gicleurs sont bouchés avec un résidu très dur



































j'ai voulu refaire les joints de la rampe de bubrification centralisé qui est derrière la table , j'ai utilisé de la chambre à air de voiture mais cela ne marche pas , ça fuit et le coutchouc ne tiens pas à l'uile , au final j'ai utilisé du tube plastique transparant genre alimentaire que j'ai refendu pour en faire des lambeaux plat , les rondelles sont découpées à l'emporte pièce.

l'écrou de ces raccords olive sont fendu sur la longueur , j'ai emmenché à force une clé allen de 10 dans un tube cuivre de 12 pour faire un manchon qui rentre en force sur l'écrou.




















comme je serre au couple toutes les vis à la clé dynamométrique ,et bien celle ci n'a pas tenue , la partie cassée est retirée à l'extracteur.
























































































la vis du transversal est bien fatiguée , j'en ferai une neuve quand j'aurai un tour qui peut faire les filetages , c'est en projet














































































petite manip simple pour sortir ou rentrer la table , deux rails sur des traiteaux et la table roule sur des ronds , il suffit de jouer sur la hauteur de la console pour être en face des glissières.














remplissage alu au TIG sur un tube en cuivre comme gabarit.







il faut mettre ce raccord avant de monter la console sur le bâti , après ca passe mal






j'avais un copeau dans le circuit de graissage , je ne sais pas comment il a pu renter

ça vaut le coup de vérifier tout le circuit de lubrification au vu de la crasse qui s'y trouve


















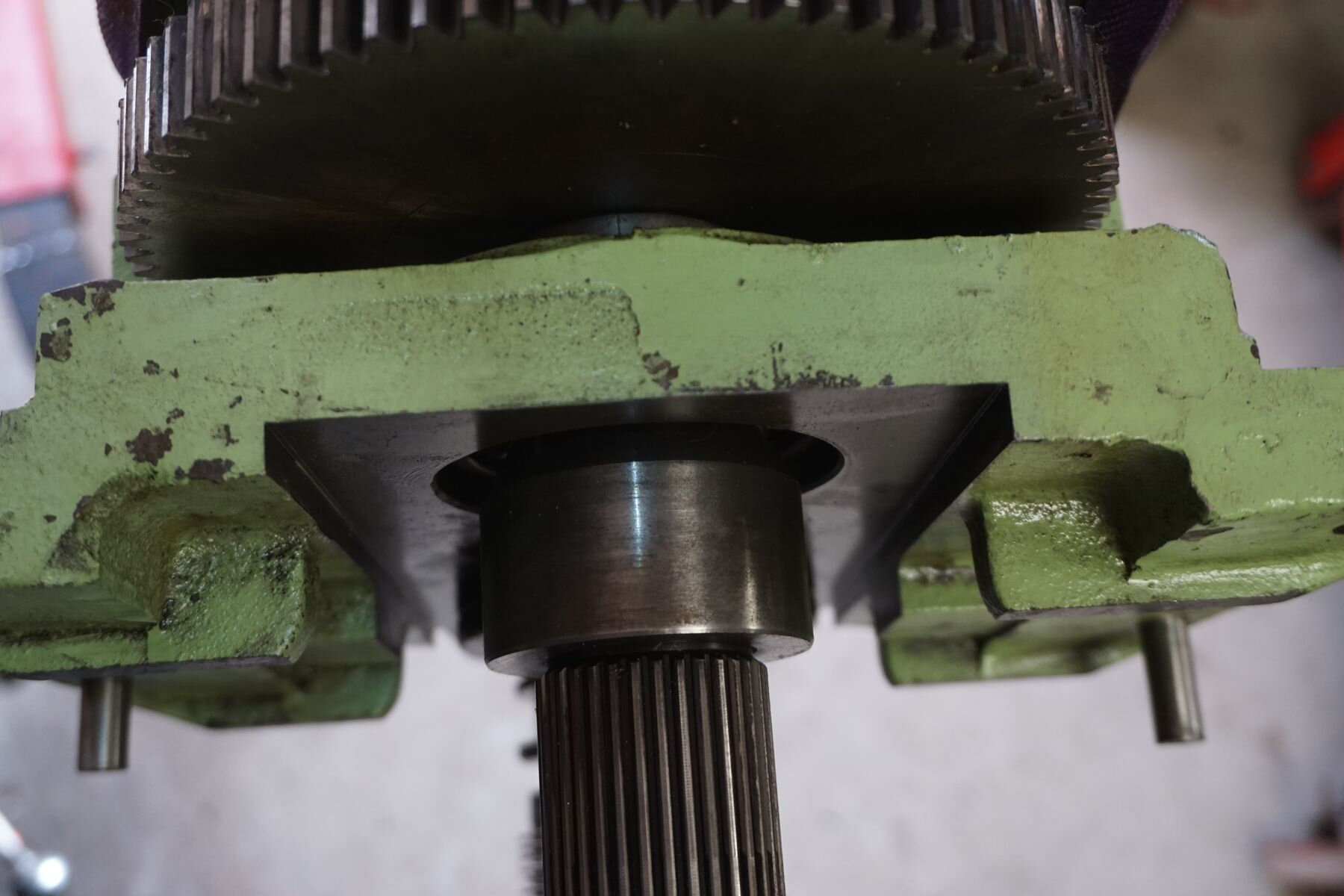
l'alésage de la poulie de l'arbre primaire est repris car il est abimé d'avoir battu sur l'arbre



l'arbre à été tourné au bon diamètre et maintenant je refait la rainure de clavette

c'est le dernier usinage que j'ai fait sur l'alcéra , elle va bientôt partir pour de nouvelles aventures .


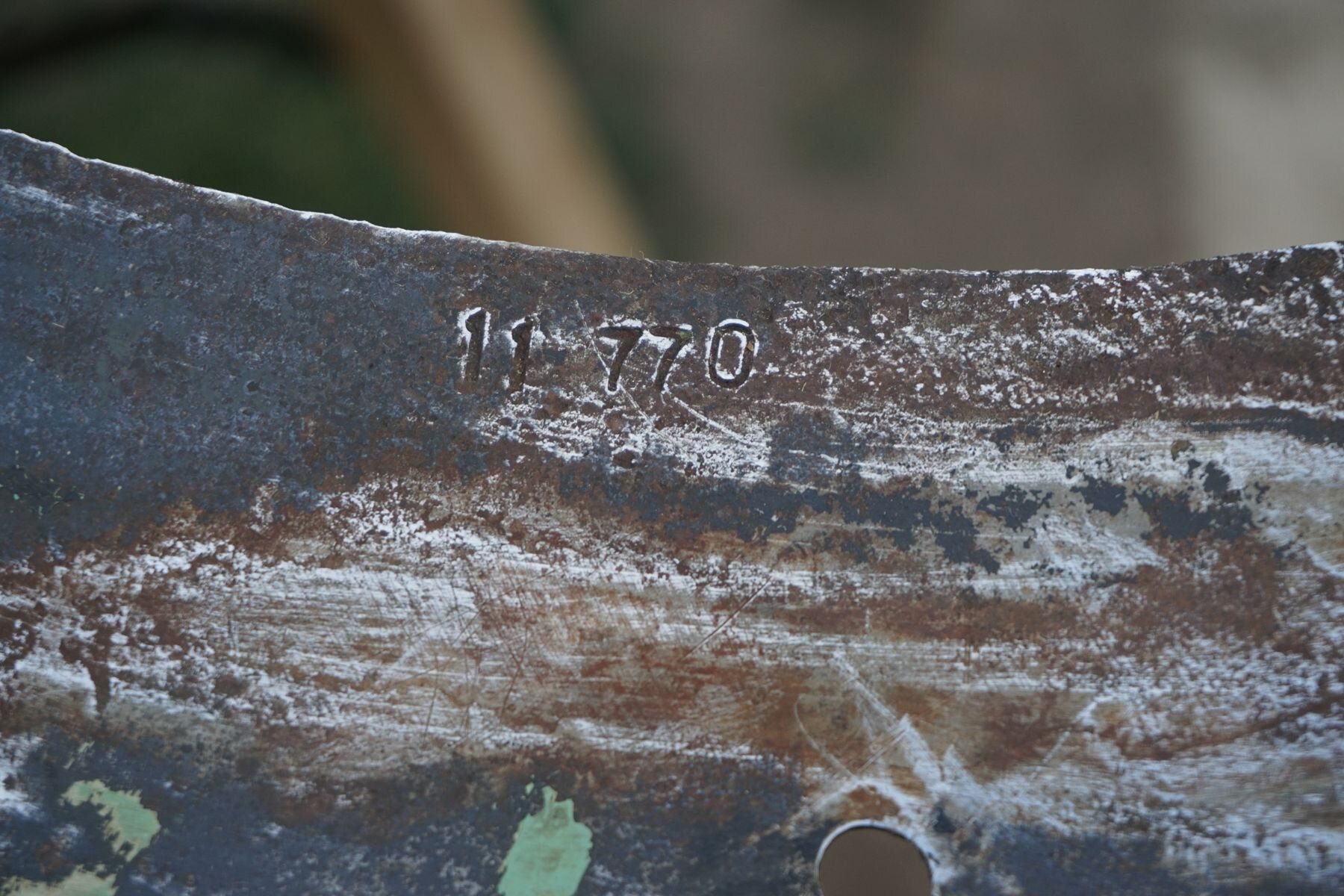
je ne sais pas où est la machine 11770 mais j'ai son bac à copeau , pas la peine de me le réclamer , je le garde !


















en tout j'ai passé 4 mois à restaurer cette machine , 4 mois de pur plaisir et je recommence demain sans problème.
































































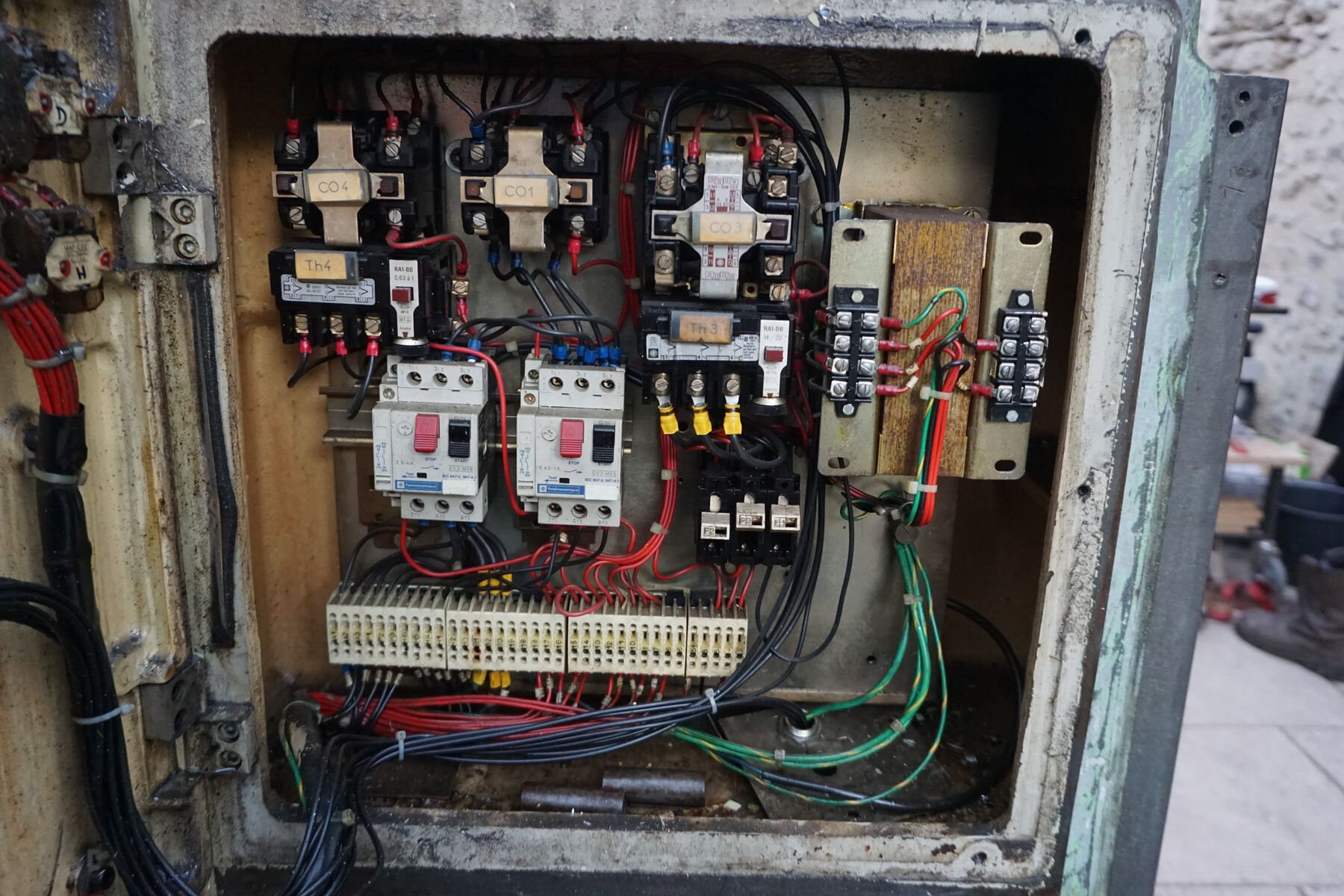
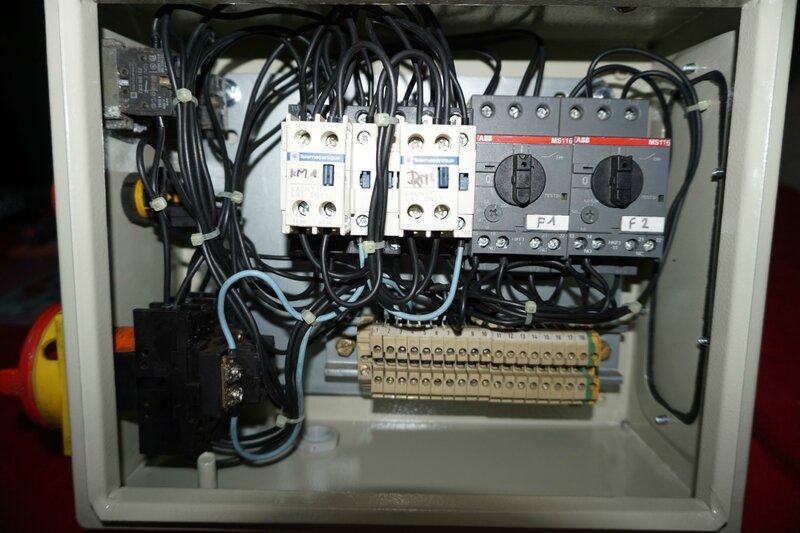 Le moteur est à double enroulement pour les deux vitesses , il y a deux contacteurs à condamnations mécanique et électrique pour pour qu'il n'y ai jamais la possibilité d'envoyer le courant sur les deux enroulements en même temps.
Le moteur est à double enroulement pour les deux vitesses , il y a deux contacteurs à condamnations mécanique et électrique pour pour qu'il n'y ai jamais la possibilité d'envoyer le courant sur les deux enroulements en même temps. Le pupitre est simple avec la sélection de vitesse par interrupteur rotatif , boutons marche et arrêt et bien sûr l'arrêt d'urgence.
Le pupitre est simple avec la sélection de vitesse par interrupteur rotatif , boutons marche et arrêt et bien sûr l'arrêt d'urgence.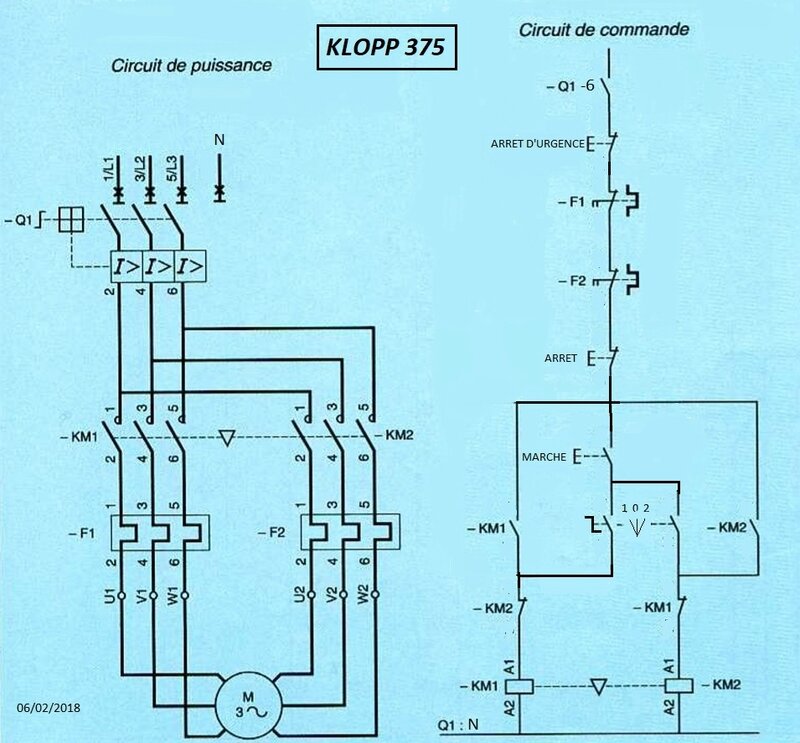





























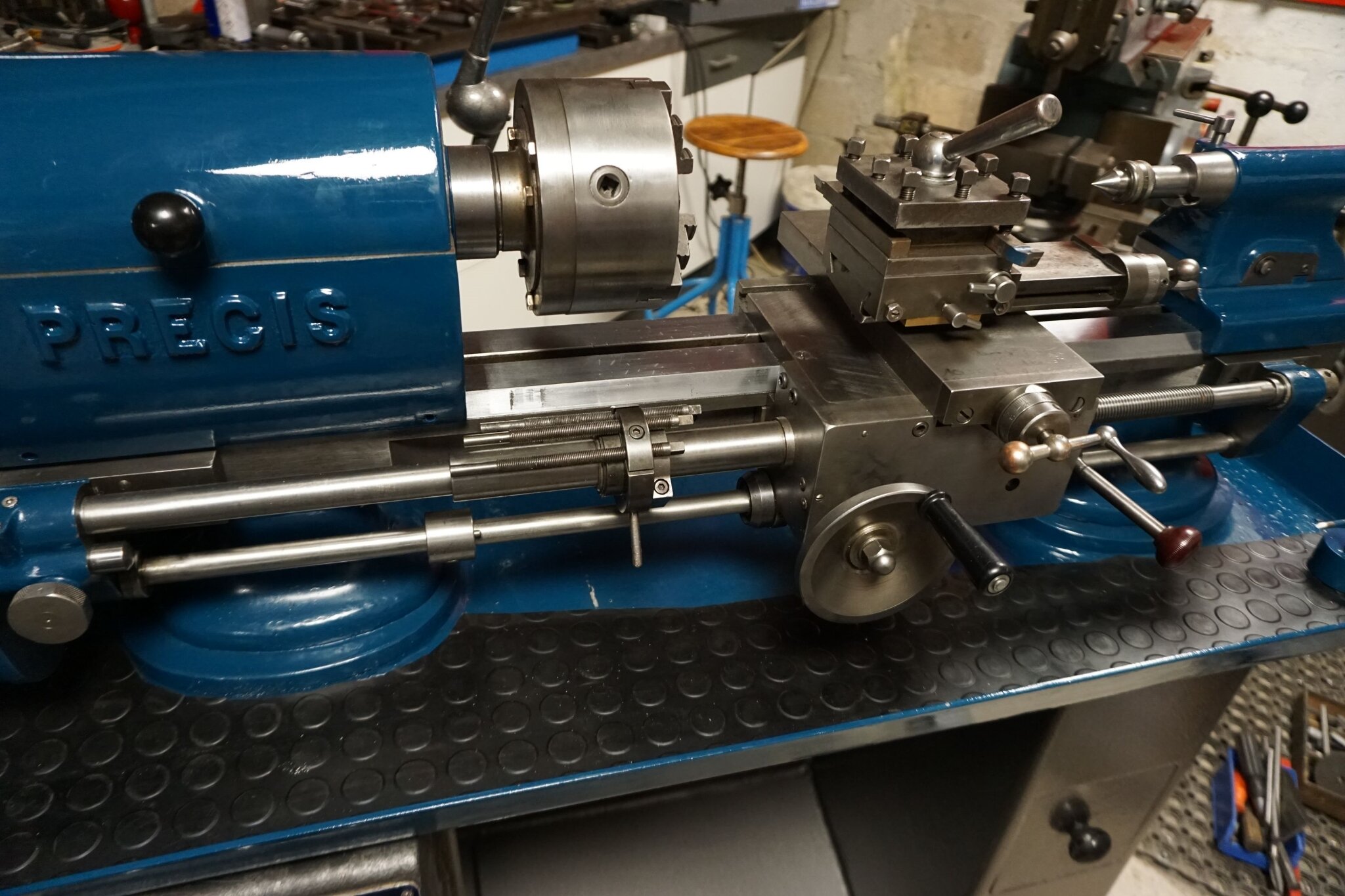
 Le levier de boite des avances , on n'a pas beaucoup de choix mais c'est grandement suffisant .
Le levier de boite des avances , on n'a pas beaucoup de choix mais c'est grandement suffisant . Le plateau porte mandrin de 200mm.
Le plateau porte mandrin de 200mm. Il va falloir que je change mes habitudes , la manivelle du traînard est a gauche !
Il va falloir que je change mes habitudes , la manivelle du traînard est a gauche !







 Une semaine après jour pour jour je fais les premiers copeaux , en fait je ne voulais pas le mettre en route avant d'avoir tout vérifié.
Une semaine après jour pour jour je fais les premiers copeaux , en fait je ne voulais pas le mettre en route avant d'avoir tout vérifié. Premiers essais , rond de 80mm en demi dur , outil a charioter a 45° et on y va , passe de 2mm , nickel ..........passe de 4mm , nickel !.........passe de 5mm , le tour commence a causer , j'hésite a prendre plus mais il faut que je sache ce qu'il a dans le ventre , allez 6mm , les copeaux sont tout bleu , on continue 7mm .............il cale , bon maintenant je sais où je peux aller.
Premiers essais , rond de 80mm en demi dur , outil a charioter a 45° et on y va , passe de 2mm , nickel ..........passe de 4mm , nickel !.........passe de 5mm , le tour commence a causer , j'hésite a prendre plus mais il faut que je sache ce qu'il a dans le ventre , allez 6mm , les copeaux sont tout bleu , on continue 7mm .............il cale , bon maintenant je sais où je peux aller.
























































































































































































































































 Entre temps je casse la dalle (plutôt une chape maigre ) de la troisième partie de l'atelier pour décaisser et tout mettre à niveau .
Entre temps je casse la dalle (plutôt une chape maigre ) de la troisième partie de l'atelier pour décaisser et tout mettre à niveau .